Many conveyor retrofit conversations start for practical reasons:
- A key component fails and the repair cost forces a bigger question.
- Or your current system simply can’t keep up with today’s throughput requirement, labor realities, or safety expectations.
At that point, the decision isn’t just about fixing what broke. It’s about whether to keep patching an aging gravity conveyor system or upgrade it intelligently.
Some of the most effective automation projects start by improving what’s already in place. Taking an incremental approach — by retrofitting existing systems — can deliver measurable rewards without starting over from scratch.
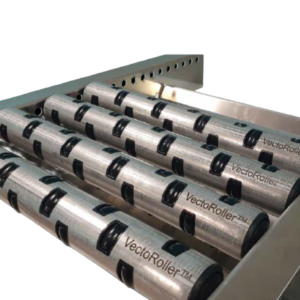
Gravity conveyors are an ideal candidate for retrofitting by upgrading to motor-driven roller (MDR) conveyors. MDR systems use small motors distributed throughout the system to drive the rollers. They’re compact, quiet, and safe. They provide fast, smooth movement with sensors and controls that prevent packages from crushing into one another. Benefits include energy efficiency, low noise, and relatively simple maintenance.
The payoffs for retrofitting a gravity conveyor to MDR include not just greater efficiency with less labor, but also reduced damage, improved control, and better workplace safety — all while preserving much of the infrastructure you already have.

The Operational Limits of Gravity Conveyors
Gravity conveyors are simple and dependable, but they have limitations. They rely on manual pushing and repositioning, and they often lead to inconsistent flow and spacing between items, which in turn can create bottlenecks during peak seasons.
In many facilities, gravity systems depend on constant hands-on intervention. When loads are heavy or labor is tight, that becomes difficult to sustain. The physical strain of pushing product — sometimes hundreds of pounds at a time — can also raise ergonomic and safety concerns.
By contrast, MDR systems address the most common pain points of gravity roller systems. Their benefits include:
- Automating movement without requiring full belt or chain systems
- Enabling controlled flow and zero-pressure accumulation
- Reducing the need for constant manual intervention
- Scaling throughput without scaling labor
Zero-pressure accumulation is especially important. Instead of allowing products to pile up or collide, MDR systems divide the conveyor into zones that only activate when product is present. That controlled flow reduces damage and creates a more predictable operation.
MDR systems can often be installed incrementally, at a comfortable and affordable pace, building automation into your existing footprint rather than replacing it wholesale.
What a Gravity-to-MDR Automation Retrofit Looks Like
The retrofitting process typically starts with existing gravity conveyor frames. In many cases, those frames, rails, and floor layouts remain in place. Rather than tearing out entire lines, sections are converted zone by zone. Select rollers are replaced with motorized rollers, and low-voltage controls and power supplies are introduced to manage movement.
This approach adds in automation where it matters most, while preserving the structural investment already made in the system.
Let’s drill down a little bit into some of the key benefits of retrofitting to MDR:
-
Reduced Dependence on Labor.
During times when qualified staff can be in short supply, this is a big one. MDR systems require fewer people to keep product moving, while putting less physical strain on workers and helping maintain better consistency during labor shortages.
-
Improved Throughput and Control.
Zoned movement keeps product flowing predictably without manual oversight.
-
Reduced Product Damage.
MDR systems protect products through controlled starts and stops. Instead of chaotic pileups, items remain spaced and separated, even with mixed SKUs and varying weights.
-
Improved Workplace Safety.
Controlled automation reduces repetitive pushing and lowers ergonomic exposure on the floor.
Power Use vs. Performance Gains in Automation
It’s true that there’s a small tradeoff when it comes to energy consumption, because gravity systems don’t use power and MDR does.
However, MDR systems operate on low voltage and are designed to run only when product is present. They don’t draw continuous power the way traditional belt-driven systems do. In many applications, the incremental energy use is modest, especially when weighed against labor savings, lower damage rates, and improved uptime.
In most cases, the operational benefits outweigh the energy tradeoff.
Retrofitting Conveyor Systems in Active Facilities
Compared with full replacements, retrofit projects usually have a gentler impact because they require less teardown, involve fewer unknowns, and get operations back online faster.
Because existing frames and layouts are often preserved, there’s no need to remove stands or reconfigure entire sections of the facility. Retrofitting can be done in specific zones rather than across full lines, and installations can often be phased over nights or weekends. Gravity sections can remain operational during upgrades, reducing downtime.
Avoiding Common Conveyor Retrofit Automation Pitfalls
A successful retrofit benefits from expert guidance and input. Retrofitting is not simply a matter of swapping out rollers and plugging in power.
Challenges typically arise not from the technology itself, but from underestimating the planning required. These factors all affect performance:
- Current conveyor roller specs
- Current conveyor size
- Product specs (material, weight, dimensions)
- Torque requirements
- Environmental conditions
- Control complexity
- Throughput (speed and volume)
In washdown environments or heavy-duty applications, for example, motor selection and component durability become especially important. Undersized motors, incorrect roller sizing, or mismatched controls can lead to costly rework.
Experience has shown that asking the right questions early on reduces troubleshooting later.
When Retrofitting a Conveyor Line May Not Be Right
Retrofitting from gravity to MDR makes sense in many situations, but it isn’t automatically the right answer for every facility. In some heavy-duty applications, load weights or torque requirements may push motor specifications higher than originally anticipated. If the existing frames are incompatible, significantly worn, or misaligned, the cost and effort required to adapt them may begin to approach that of a new system. In those cases, a broader redesign could deliver better long-term value.
Environmental factors can also influence the decision. Washdown conditions, extreme temperatures, or high-moisture environments may require specialized components that change the cost equation. And if a facility’s layout is due for major reconfiguration, retrofitting an existing footprint may not be the most strategic move.
The key is evaluation. A careful review of load profiles, structural condition, control needs, and long-term goals determine whether retrofit is the most practical solution or whether replacement makes more sense.
Retrofitting is powerful because it builds on what works. But the smartest decision is always the one that aligns with both operational needs and long-term plans.
Automation That Builds on What Works
The transition to MDR doesn’t have to mean abandoning your existing system. For many facilities, gravity conveyor frames provide a solid foundation for smarter, more controlled automation.
Retrofitting allows you to move toward automation at a comfortable pace, preserving infrastructure while improving performance, safety, and efficiency.
Ultimation’s team is ready to help you evaluate what makes sense for your facility, whether that’s a phased retrofit or a broader redesign for your conveyor systems.